In modern industrial operations, material handling efficiency directly impacts productivity, safety, and operational flow. This is why businesses actively look for a reliable conveyor manufacturer in Pakistan that understands local industry needs while meeting international standards. From food processing units to packaging and handling lines, conveyor systems play a central role in moving materials smoothly and consistently.
Kosmo Engineering designs and supplies conveyor systems specifically tailored to industrial environments in Pakistan, with scalability for future international requirements. This guide explains how conveyor systems are used in practice and highlights the key conveyor solutions available under our Conveyor category.
Understanding Industrial Conveyor Systems
A conveyor system is designed to transfer materials from one point to another in a controlled, continuous manner. In real-world operations, conveyors help reduce manual handling, minimize material damage, and maintain workflow consistency.
As a conveyor manufacturer and supplier in Pakistan, Kosmo Engineering focuses on practical design considerations such as load type, movement direction, hygiene requirements, and space constraints—factors that directly affect long-term performance.
Conveyor Manufacturer in Pakistan: Product Range Overview
Kosmo Engineering’s conveyor category includes multiple conveyor types, each developed for specific operational needs. Below is an overview of the systems available on our collection page and how they are commonly used in practice.
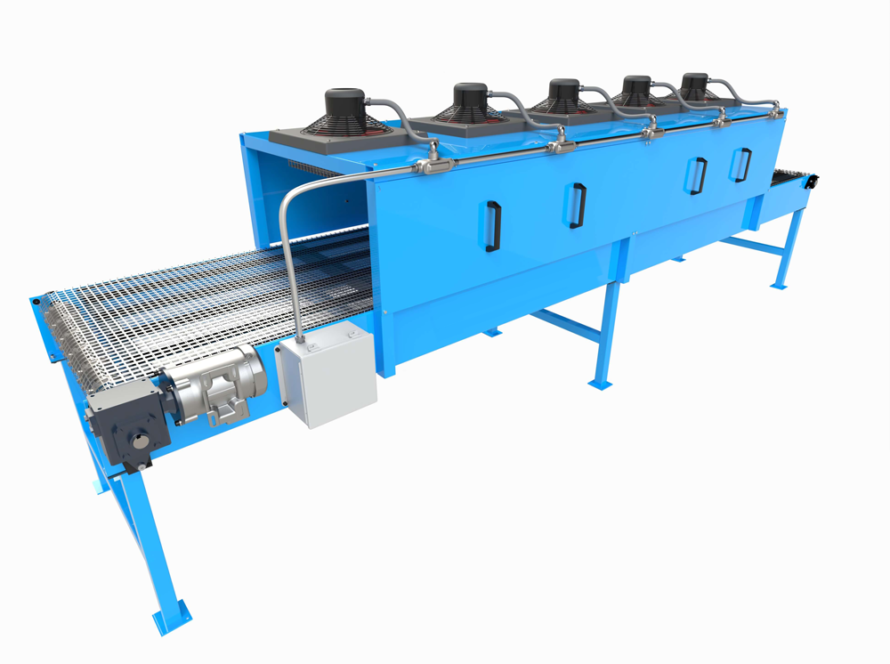
Air Blower Dryer Conveyor
The Air Blower Dryer Conveyor is primarily used in fruit and vegetable processing plants after the washing stage. In practical applications, it helps remove surface moisture, dust residues, and remaining water droplets from fruits and vegetables using controlled air flow. This drying and cleaning step is essential before grading, waxing, polishing, or packaging, ensuring hygienic handling and improved product quality.
SS Screw Auger Conveyor
The SS Screw Auger Conveyor is designed for controlled movement of powdered, granular, or semi-solid materials. Its enclosed structure helps maintain hygiene and minimizes material loss, making it suitable for food-related processing environments.
Elevator Belt Conveyor
The Elevator Belt Conveyor is used for vertical material transfer where floor space is limited. It enables smooth lifting of materials to higher processing or storage levels while maintaining consistent flow.
Rubber Roller Conveyor
The Rubber Roller Conveyor is widely used in fruit and vegetable processing lines for both handling and finishing operations. When fitted with food-grade silicone rubberised rollers, it is specifically used for fruit and vegetable waxing and polishing. This process is commonly carried out in export-oriented food processing plants, where fruits are waxed to enhance surface shine, improve visual appearance, and meet presentation standards required for international markets.
Elevator Idler Conveyor
The Elevator Idler Conveyor supports inclined or vertical transport of materials using idler rollers for stable movement. It is often used where consistent load support and alignment are critical.
Brusher Roller Conveyor
The Brusher Roller Conveyor is mainly used in fruit and vegetable processing plants for cleaning purposes. As products move along the conveyor, rotating food-grade brushes gently clean fruits and vegetables by removing dust, soil, and loose surface impurities. This cleaning stage is critical before drying, waxing, polishing, grading, or final packing, especially in fresh produce processing lines.
V Belt Conveyor
The V Belt Conveyor is designed for controlled power transmission and smooth material movement. It is suitable for applications requiring synchronized motion and stable speed control.
Choosing the Right Conveyor System for Your Application
Selecting the correct conveyor system depends on real operational factors rather than generic specifications. Key considerations include:
- Type and condition of material being conveyed
- Required direction (horizontal, inclined, or vertical)
- Hygiene and cleaning requirements
- Integration with existing machinery
- Space availability and layout constraints
A custom conveyor system manufacturer evaluates these factors before recommending a configuration, ensuring long-term efficiency and reduced operational issues.
Conveyor Systems for the Food Industry
For food-related operations, conveyors must support hygiene, easy cleaning, and controlled handling. As a conveyor system manufacturer for food industry applications, Kosmo Engineering focuses on designs that support sanitary operation and smooth integration into processing lines, especially where washing, drying, or surface handling is involved.
Frequently Asked Questions
What industries use conveyor systems the most in Pakistan?
Conveyor systems are widely used in food processing, packaging, manufacturing, warehousing, and material handling industries. Their main role is to improve efficiency and reduce manual labor.
How do I choose between belt, roller, or screw conveyors?
The choice depends on material type, movement direction, and handling requirements. For example, screw conveyors suit granular materials, while roller conveyors work well for packaged goods.
Are custom conveyor systems available for specific layouts?
Yes. A custom conveyor system manufacturer can design conveyors to match space constraints, production flow, and integration requirements.
Do conveyor systems require high maintenance?
Properly designed conveyors require routine inspection and basic maintenance. Choosing the correct system for the application significantly reduces long-term issues.
Can conveyor systems be scaled for future expansion?
Yes. Conveyor systems can be designed to allow extensions or integration with additional equipment as production needs grow.
Conclusion
Choosing the right conveyor system is a critical operational decision that affects efficiency, safety, and workflow consistency. As an experienced conveyor manufacturer in Pakistan, Kosmo Engineering focuses on practical, application-driven conveyor solutions designed for real industrial environments. With a range of conveyor systems tailored for different material handling needs, businesses can build reliable operations today while remaining prepared for future expansion.